

0791 5793186
13870712983
皮带输送机出现跑偏、打滑、噪音等故障竟是滚筒“惹的祸”
时间:2019-11-04 17:19:16 点击数:1664
皮带输送机主要的传动零件是输送带、滚筒和托辊,各零件之间相互联系影响,任意零件自身的失效,随着时间的推移,都会引起其他零件失效,从而降低输送机的使用性能,缩短传动零件的寿命。滚筒设计、加工制造缺陷造成皮带输送机整机不能正常运转的形式主要有:皮带跑偏、带面打滑、振动、噪音。

皮带输送机的工作原理为靠电机驱动滚筒通过皮带之间的摩擦力带动输送带运行,滚筒按其作用一般划分为传动滚筒和改向滚筒两大类。传动滚筒是传递驱动力的主要部件,改向滚筒用于改变输送带的运行方向,或增加输送带与传动滚筒围包角。

皮带输送机运行时皮带跑偏是常见故障,理论上滚筒及托辊的回转中心须与输送带的纵向中心成直角接触,而且滚筒及托辊须具有以皮带中心线为对称的直径。但实际加工中就会出现误差,由于中心不重合或皮带本身在接带过程中产生偏差,运行时皮带与滚筒及托辊的接触条件就发生了变化,皮带跑偏不仅会影响生产,损坏皮带,还会增加整机运行阻力。
皮带跑偏主要涉及滚筒的原因
1.滚筒因加工或使用后附着物影响,导致直径大小变化。
2.机头传动滚筒与机尾滚筒不平行,与机身中心不垂直。
皮带运行依靠的是驱动电机带动传动滚筒,传动滚筒依靠其与输送带之间的摩擦力带动皮带运行,皮带是否顺利运行对皮带输送机的机械性、效力及寿命有极的影响,皮带打滑可能造成输送机无法正常工作。
皮带打滑主要涉及滚筒的原因
1、传动滚筒脱胶,造成传动滚筒与皮带间的摩擦系数降低。
2.滚筒设计尺寸或安装尺寸计算错误,造成滚筒与皮带之间的围包角不足,降低摩擦阻力。
皮带输送机振动的原因及危害
皮带输送机运行时其上的滚筒以及托辊组等大量转动体,运转时会产生振动,会导致结构的疲劳破坏,设备松动、失效,产生噪音,对整机的平稳运行、运行阻力及安全性产生大的影响。
1.滚筒加工质量偏心,运转时产生周期性的振动。
2.滚筒外圆径跳偏差大。

皮带输送机产生噪音的原因及危害
皮带输送机运行时其驱动装置、滚筒及托辊组在不正常工作时会发出较大噪音,噪音对人体健康产生危害,严重影响工作质量降低工作效率,甚至造成工伤事故。皮带输送机产生噪音主要涉及滚筒的原因
1.滚筒静不平衡的噪音,并伴有周期性的振动。制造滚筒的壁厚不均匀,产生的离心力较大。2.外圆直径偏差较大,使离心力过大。3.加工尺寸不合格造成装配后内部零部件磨损或损坏。
滚筒加工质量的注意事项
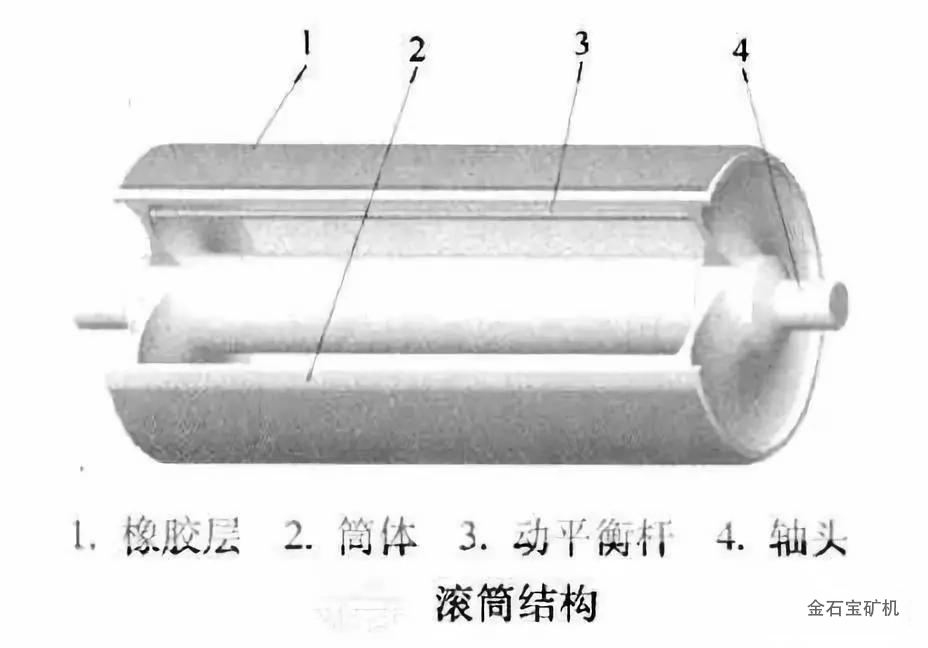
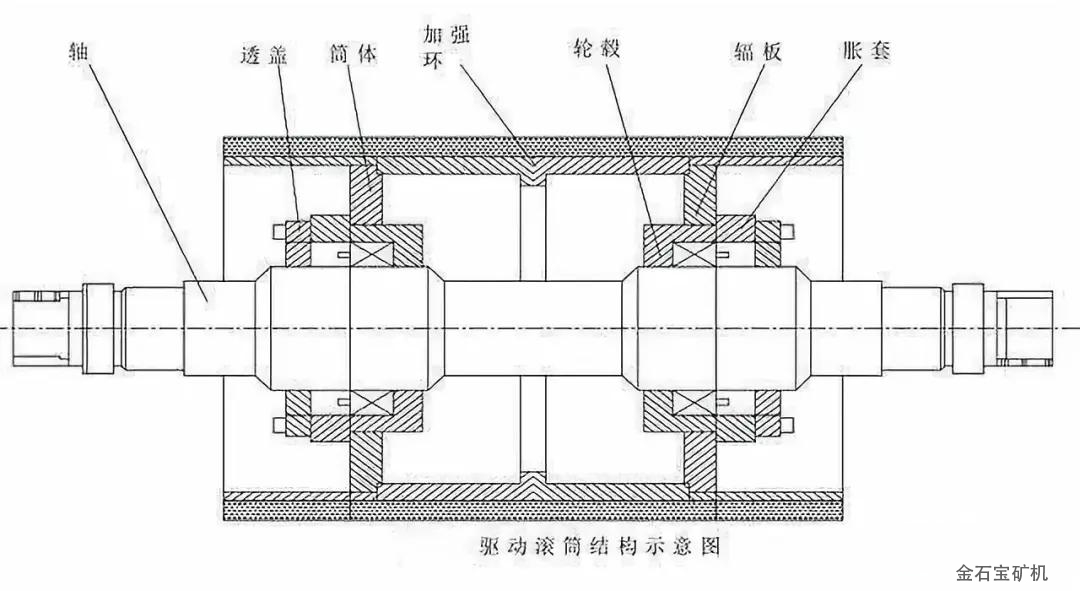
以上四类危害的产生都和滚筒加工质量的好坏息息相关,每一个工序步骤都有相应的注意事项,如果忽视将对滚筒的质量产生影响。以典型的皮带输送机中的传动滚筒为例,其主要部件有筒皮、铸造接盘、轴、胀套、轴承、轴承座、压盖和密封等。其中,筒皮、铸造接盘、轴承座和轴、压盖是机械加工件,轴、轴承、胀套和密封件则是外购的标准件。滚筒加工主要涉及到的是筒体的加工,轴、轴承座、螺栓等都是外购件。筒体加工步骤有:卷制、焊接、车外圆、镗内孔、装配。
卷制筒皮的注意事项
卷制时辊杠与钢板的侧边垂直,防止产生错边现象。卷制过程中以筒体内圆为基准,将加工余量留在筒体外圆,可以防止车削后筒体壁厚不符合要求。卷制时使用圆弧样板检查精度,不能出现大于1mm的间隙,整体直径偏差不大于±2mm,超差时需要进行校圆,并考虑防止直缝焊接时的凹陷现象。
滚筒接盘是铸钢件,在铸造的过程中内部组织的疏松,气孔、砂眼的存在,都会影响到滚筒的平衡。铸钢件要达到以下标准:
1.重要部位不允许有影响强度的砂眼和气孔。次要部位上砂眼、气孔的总面积不允许超过缺陷所在面积的5%,每个铸件上的缺陷不得超过3处。2.不允许存在长度大于3倍宽度的线状缺陷。3.单个点状缺陷不得大于Φ6mm。4.两个相邻点状缺陷的间距大于其中较大缺陷尺寸时,按单个缺陷分开计算,间距小于其中较大缺陷尺寸时,两个缺陷合并计算,其缺陷当量总和不得大于Φ6mm。
筒体和接盘对接、焊接注意事项
为保证筒体和接盘对接后焊接的精度,在加工焊接坡口时增加一个筒体内定位止口加工步骤,首先在立车上以筒体外圆作为粗基准找正后加工筒皮两侧内定位止口和焊接坡口,工艺要求内定位止口加工余量为2mm,如果校圆没有达到要求,加工定位止口时就会发现有的部位没有车到,这样就既可以校验筒体卷制的质量,也可以保证筒体和接盘的同轴度。有了前面定位止口就可以保证筒体与接盘的同轴度,减少了加工难度。
焊接首先打底焊,打底焊应该先清理打磨工件,打底焊采用单面焊双面成形的方式,打底焊采用手工实芯焊丝CO2气体保护焊,焊接时手要左右连续摆动,使母材与焊剂充分熔合。打底焊后,检查焊缝表面质量,确定无气孔、夹渣等焊接缺陷后,进行埋弧焊。焊接时要覆盖三分之一的上一道焊缝,使母材与焊敷充分熔合,焊接后要对其焊缝进行超声波探伤检测,确保焊接质量。
筒体车外圆注意事项
因为筒体与接盘在焊接过程中存在一定的焊接变形,故将普遍使用的镗内孔再车外圆的工序前增加一个粗车外圆的步骤,通过互为基准原则来提高滚筒外圆和内孔的加工质量。粗加工时,为保证外圆和内孔的精度,同时考虑接盘为粗加工件,已经有一定的精度,故筒体外圆加工首先以筒体内孔作为找正基准,同时为了保证加工质量,使用双顶尖顶住内孔对筒体进行粗加工,避免反转筒体二次加工。当筒体完成粗加工后,配合V型铁定位筒体,在镗杆上装卡百分表以筒体外圆为基准进行找正,及时修正内孔中心,确保内孔圆心和筒体外圆同心。一端加工完,直接旋转工作台,不进行掉头,以此确保两端内孔同轴。
最后再以加工过的内孔为基准,使用双顶尖顶住内孔对筒体进行外圆精加工,这样通过两次互为基准的加工和找正,确保了筒体各尺寸的加工精度。
滚筒的装配注意事项
滚筒装配时,必须清理个配件内的杂质,保证无污染杂物。
轴与筒体之间采用胀套联接,把胀套穿到轴上,用铜锤轻敲胀套到位,使接触面与胀套位贴合,将螺栓均匀地轻度旋入,用扭矩扳手对称拧紧螺栓,保证轴和简体之间足够的张紧力。轴承与轴、轴承座与轴承的安装采用过盈配合,为保证安装质量,使用热装工艺,使用铜棒辅助安装到位。轴承和轴承座腔中填充空隙的2/3锂基润滑脂,保证轴承运转时得到良好的润滑。然后将密封圈使用工装压至压盖上,不能用手锤等工具砸,以防止变形失效。

1.挡圈 2.滚筒 3.轴承内圈 4.轴承外圈 5.锁紧片 6.锁紧螺母 7.锁紧套 8.轴承和筒体的安装滚筒的质量直接影响输送机的运输能力与使用寿命。只有做好质量过程管控,才能制造出高质量的滚筒,保证带式输送机的安全平稳运行。



